Význam hydraulických valcov presahuje ich funkčnosť, aby zahŕňala ich zložité konštrukčné a výrobné procesy. Tento komplexný sprievodca skúma svet výroby hydraulického valca, ktorý pokrýva všetko od základnej štruktúry týchto komponentov po zložité výrobné postupy. Jeho cieľom je zdôrazniť zložitosť a jemnosti zapojené do výroby hydraulických valcov a zdôrazňuje ich kľúčovú úlohu v modernom priemysle a nepretržitý technologický pokrok v tejto oblasti.
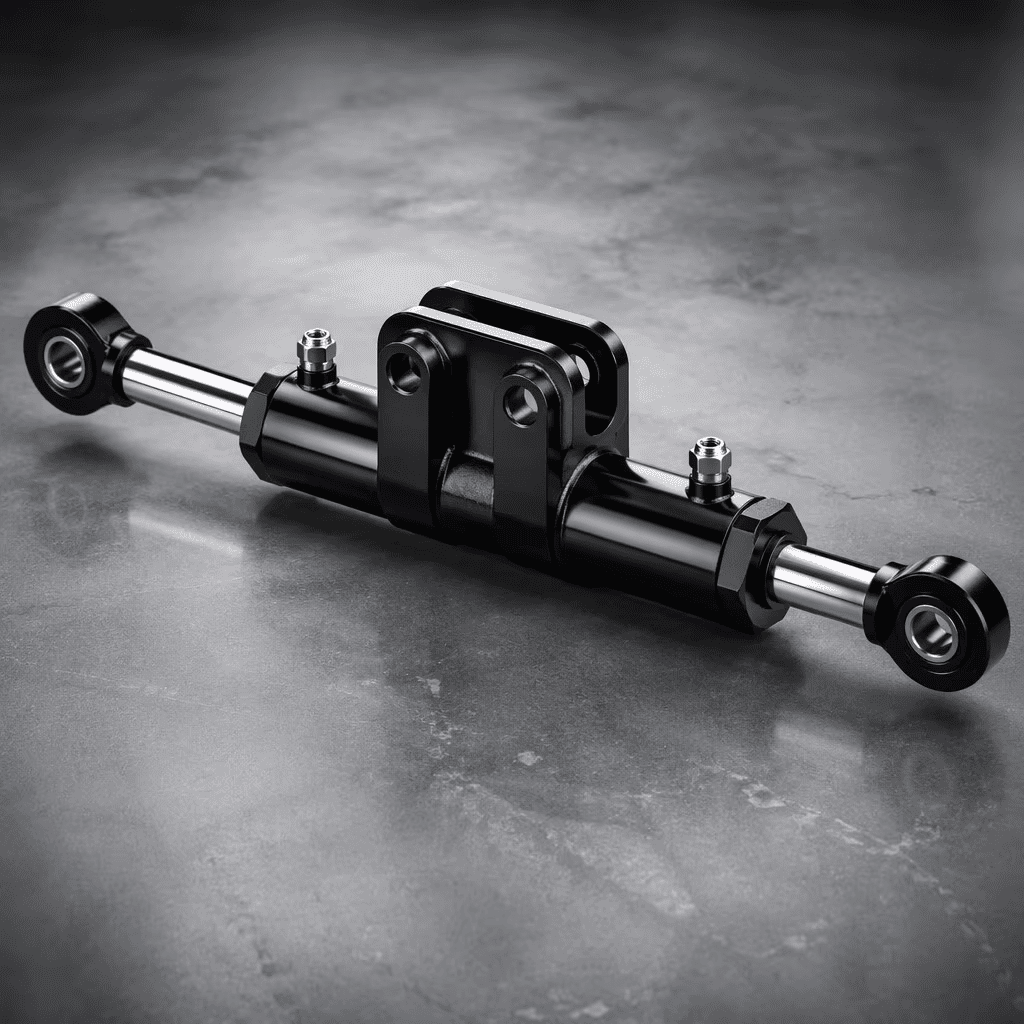
Aby sme plne ocenili sofistikovanosť výroby hydraulického valca, je nevyhnutné pochopiť jej anatómiu. Hydraulický valec sa skladá z niekoľkých kľúčových častí, z ktorých každá slúži kritickej funkcii pri svojej prevádzke. Medzi tieto hlavné komponenty patrí valc, piest, piestová tyč, hlava, základňa a tesnenia. Hlaveň pôsobí ako telo valca a umiestni piest a piestovú tyč. Musí byť robustný a odolný, aby vydržal vnútorný tlak vyvíjaný hydraulickou tekutinou. Vo vnútri hlavne sa piest pohybuje tam a späť a rozdeľuje obe strany valca. Piestová tyč, ktorá siaha od piestu cez hlavu valca, premieňa lineárny pohyb piestu na použiteľnú prácu. Hlava a základná čiapka konce hlavne, obsahujúceho hydraulickú tekutinu a podopiera piestovú tyč. Výber materiálu pre tieto komponenty je rozhodujúci a líši sa podľa špecifickej aplikácie valca. Napríklad z nehrdzavejúcej ocele môže byť vybraná pre aplikácie v korozívnych prostrediach kvôli jej odporu voči hrdze a zhoršeniu.
V aplikáciách s vysokou teplotou sú vybrané materiály schopné odolať tepelnej expanzii a stresu.
Úvahy o návrhu sú tiež dôležitým aspektom výroby hydraulického valca. Faktory, ako je zaťaženie, dĺžka zdvihu, prevádzkový tlak a teplotné podmienky, určujú návrh valca. Napríklad valec navrhnutý na použitie v hydraulickej tlači bude mať rôzne špecifikácie v porovnaní s valením používanou v leteckých aplikáciách. Inžinieri musia tiež brať do úvahy aspekty, ako je štýl montáže a typ hydraulickej tekutiny, ktorá sa má použiť, z ktorých všetky majú vplyv na konečný návrh a výkon valca.
Jadrom výroby hydraulického valca je fáza návrhu, kde sa nápady a požiadavky prekladajú do konkrétneho plánu. Tento základný proces začína dôkladnou analýzou zamýšľanej aplikácie hydraulického valca. Inžinieri hodnotia rôzne faktory, ako napríklad zaťaženie valca, veľkosť, prevádzkový tlak a špecifické podmienky prostredia, s ktorými sa stretne. Napríklad valec určený pre vysokoteplotné prostredie môže vyžadovať rôzne materiály ako materiál určený na použitie pod vodou.
Počas tejto fázy zohráva pokročilý softvér dizajnu zásadnú úlohu. Tieto nástroje umožňujú návrhárom experimentovať s rôznymi konfiguráciami, identifikovať body stresu a optimalizovať návrh pre výkon a nákladovú efektívnosť. Presnosť je kľúčom v tejto fáze, pretože aj menšie prepočty môžu významne ovplyvniť funkčnosť valca.
Po vytvorení pevného dizajnu hydraulického valca sa zameranie potom presunie do fázy obstarávania materiálu. Táto fáza zahŕňa dôsledný výber materiálov na základe ich vlastností a špecifických požiadaviek aplikácie.
1. Výber kovu pre hlavne:
Hlaveň hydraulického valca musí byť schopný odolávať vnútorným tlakom a odolávať opotrebeniu v priebehu času. Bežne používané materiály zahŕňajú oceľ a nehrdzavejúcu oceľ, vybranú pre svoju pevnosť a trvanlivosť. V niektorých aplikáciách, kde je váha kritickým faktorom, je možné zvoliť hliník pre svoju ľahkú povahu.
2.KOOSITÁCIA PRAVÉHO kovu pre piesty:
Piesty musia byť robustné a schopné udržiavať svoj tvar pod rôznymi tlakmi. Materiály, ako je uhlíková oceľ a liatina, sú populárne voľby kvôli ich pevnosti a odolnosti voči deformácii.
3. Výber materiálu na tyči:
Piestová tyč, ktorá je vystavená vonkajšiemu prostrediu, si vyžaduje vysokú odolnosť voči ohýbaniu a korózii. Často sa používa oceľ s vysokou pevnosťou, niekedy s chrómovým pokovovaním alebo inými povrchovými úpravami, aby sa zvýšil odolnosť proti korózii a tvrdosť povrchu.
4. Surcing kvalitných tesnení a ďalších komponentov:
Okrem hlavných kovových komponentov je rovnako dôležité obstarávanie tesnení kvality (napríklad O-krúžky a tesnenia). Tieto tesnenia musia byť kompatibilné s používanou hydraulickou tekutinou a sú schopné odolať prevádzkovým tlakom a teplotám.
5. Zohľadnenie faktorov špecifických pre životné prostredie a aplikáciu:
V prostrediach charakterizovaných vysokou vlhkosťou alebo korozívnymi podmienkami sú potrebné materiály so zvýšenou odolnosťou proti korózii. Podobne pre aplikácie zahŕňajúce vysoké teploty sa vyberú materiály, ktoré vydržia tepelnú expanziu.
Po obstarávaní kvalitných materiálov je ďalšou kritickou fázou výroby hydraulického valca proces obrábania a montáže. Táto fáza transformuje získané materiály na základné komponenty hydraulického valca pomocou presných a pokročilých techník obrábania.
1. Nárezanie surovín
Prvým krokom vo fyzickej výrobe hydraulických valcov je rezanie surovín. Táto základná fáza určuje tón kvality a presnosti celého výrobného procesu.
Precia rezanie podľa špecifikácií navrhovania: Suroviny, zvyčajne rôzne stupne ocele alebo iných kovov, sa rozrezávajú na špecifické tvary a veľkosti podľa podrobných špecifikácií konštrukcie. Na zabezpečenie presnosti a konzistencie sa používajú vysokohorské strihacie nástroje a stroje, ako sú CNC stroje, laserové rezačky alebo systémy na rezanie vodných látok.
Zodpovedajúce kompatibilitu komponentov: Presnosť pri rezaní nie je len o dodržiavaní rozmerov; Je tiež rozhodujúce pre zabezpečenie kompatibility rôznych komponentov, ktoré sa zostavujú na vytvorenie hydraulického valca. Presné rezanie zaisťuje, že časti ako valcový valec, piest a piestová tyč bez problémov zapadajú, čo je nevyhnutné pre účinnú prevádzku valca.
Využívanie a minimalizácia odpadu: Počas tejto fázy sa zvažuje účinné využitie materiálov na minimalizáciu odpadu. Na maximalizáciu výnosu z každej dávky materiálu sa používajú pokročilé techniky rezania a starostlivé plánovanie.
Prelávanie na ďalšie spracovanie: Rezané materiály sa potom pripravia na následné procesy, ako sú obrábanie, zváranie a montáž. Táto príprava môže zahŕňať čistenie, deburovanie a označovanie identifikácie.
2.Chromed a otáčanie
Tento krok v procese výroby hydraulického valca je zameraný na zvýšenie trvanlivosti a funkčnosti špecifických komponentov, najmä piestových tyčí.
Krómové pokovovanie: Chrómové pokovovanie je rozhodujúci proces, kde je tenká vrstva chrómu elektroplatovaná na povrch piestových tyčí. Táto vrstva pôsobí ako ochranná bariéra proti korózii, ktorá je obzvlášť dôležitá v prostrediach, kde môže byť valec vystavený vlhkosti alebo korozívnym látkam. Vrstva chrómu navyše zvyšuje estetickú príťažlivosť tyče, čo jej dáva lesklý, leštený vzhľad.
3.
Po pokovovaní chrómu sa piestové tyče prechádzajú procesom otáčania. Otáčanie zahŕňa tvarovanie tyčí na presné rozmery a tolerancie, ako je uvedené v návrhu. Tento proces sa zvyčajne vykonáva pomocou sústruhu, kde sa tyč otáča proti rezným nástrojom, aby sa odstránil prebytočný materiál a dosiahol požadovaný priemer a povrchovú úpravu. Hladkosť dosiahnutá otáčaním je rozhodujúca pre prevádzku piestovej tyče vo valci valca, pretože znižuje trenie, umožňuje hladší pohyb a minimalizovať opotrebenie na tyči a vnútorných tesneniach valca.
4. Zváranie kríkov
Zváranie závitových kríkov a iných príslušenstiev je rozhodujúcim krokom v procese výroby hydraulických valcov, pretože zahŕňa vytváranie silných a presných kĺbov, ktoré sú nevyhnutné pre montáž valca a celkovú integritu.
Techniky a vybavenie na prevody: pokročilé zváracie techniky, ako je zváranie TIG (volfrámový inertný plyn) alebo zváranie MIG (kovový inertný plyn), sa bežne používajú na pripevnenie závitových kríkov k komponentom valca. Tieto techniky sú vybrané pre ich presnosť a silu. Výber metódy zvárania často závisí od materiálu komponentov a špecifických požiadaviek hydraulického valca.
Zohľadnenie silných kĺbov: Zvárané kĺby sú starostlivo skontrolované, aby sa ubezpečilo, že sú bez defektov, ako sú praskliny alebo pórovitosť. Silný zvar je rozhodujúci pre trvanlivosť a bezpečnosť hydraulického valca. Proces zvárania zvyčajne zahŕňa reguláciu teploty a používanie výplňových materiálov, ktoré sú kompatibilné so základnými materiálmi, aby sa zabezpečila robustná väzba.
Ošetrenia zvárania: Po zváraní môžu komponenty podstúpiť postupy po zváraní, ako je zmiernenie stresu alebo ošetrenie tepla. Tieto procesy pomáhajú znižovať zvyškové namáhanie a zlepšujú silu a húževnatosť oblasti zvaru.
5.Tube
Proces otáčania trubice je kritickým krokom pri formovaní skúmaviek, ktoré tvoria hlaveň hydraulického valca. Táto fáza sa zameriava na presnosť a pozornosť k detailom a zabezpečuje, aby trubice spĺňali presné špecifikácie priemeru a povrchovej úpravy.
Estitujte správny priemer: Otávanie trubice zahŕňa použitie sústruhov alebo otáčajúcich centier na odstránenie materiálu z vonkajšej strany skúmaviek, čím sa dostane do špecifikovaného priemeru. Správny priemer je nevyhnutný pre správne prispôsobenie piestu a iných vnútorných komponentov, zabezpečuje hladkú prevádzku a predchádzanie únikom.
Zistenie plynulosti povrchu: Cieľom procesu otáčania je tiež dosiahnuť vysokú hladinu povrchu. Hladký vnútorný povrch znižuje trenie medzi pohyblivými časťami, čím zvyšuje účinnosť a životnosť valca. Hladkosť je tiež rozhodujúca pre účinné utesnenie hydraulického systému, pretože nedokonalosti na povrchu trubice môžu viesť k únikom a zníženiu výkonu.
Uniformnosť a konzistencia: Konzistencia v priemere a povrchovej úprave trubice pozdĺž celej dĺžky je nevyhnutná pre rovnomerný výkon hydraulického valca. Pokročilé sústruženie, často počítačom kontrolované, zaisťuje túto konzistenciu a vytvára rovnomerné trubice v rozmeroch a kvalite.
6.bottoms a príslušenstvo Zváranie na skúmavkách
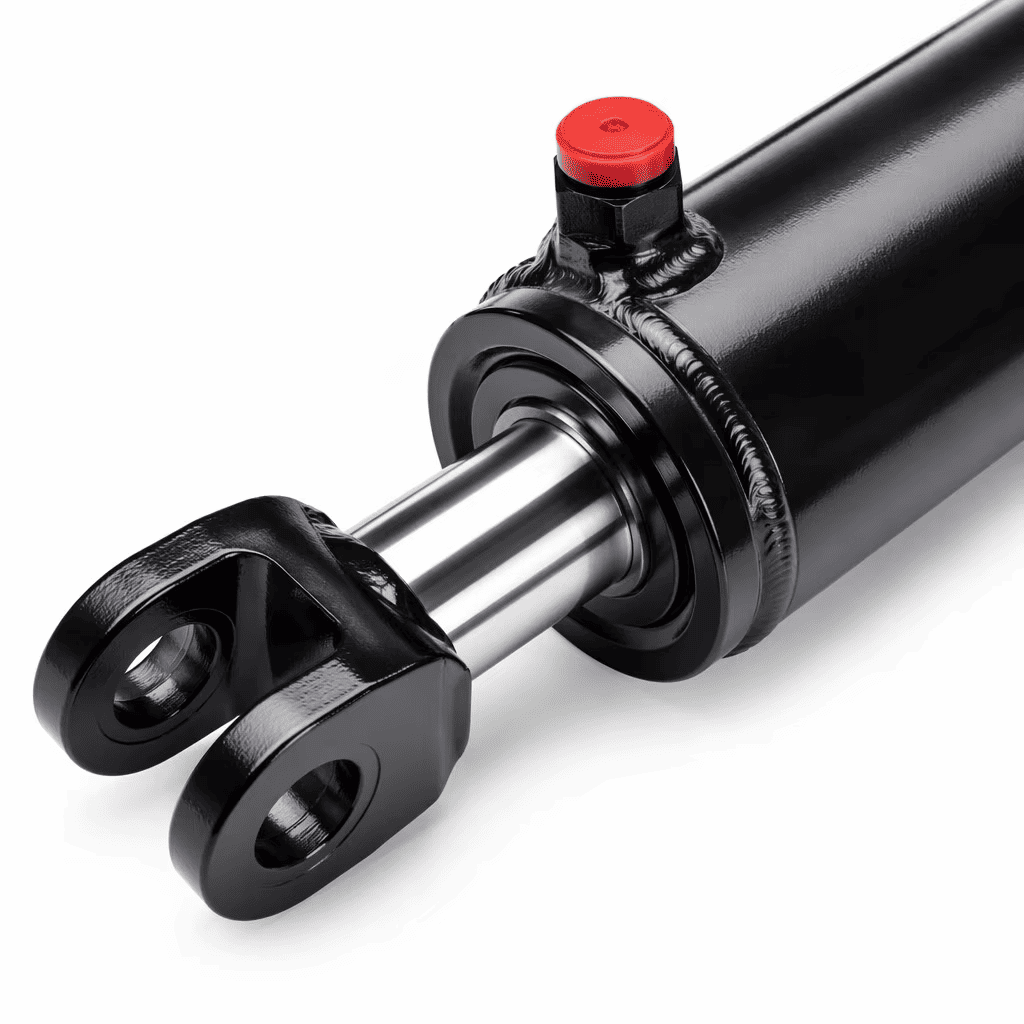
Zváranie dna a potrebné príslušenstvo na skúmavky je zásadným krokom pri výrobe hydraulických valcov. Tento proces zahŕňa pripevnenie koncových uzáverov a iných komponentov k trubici, ktorá tvorí telo valca, čím sa zabezpečuje utesnenie a schopné prevádzkovať pod vysokým tlakom.
Zvonené spodky do skúmaviek: koncové čiapky alebo spodky sú privarené na jeden alebo oba konce trubice. Táto úloha si vyžaduje presnosť, pretože zvary musia byť silné a odolné proti úniku, aby odolali vnútornému tlaku hydraulickej tekutiny. Kvalita zvarov je nevyhnutná na udržanie integrity a bezpečnosti valca. Ak spodky nie sú správne zvárané, môžu zlyhať pod tlakom, čím predstavujú značné riziká pre vybavenie aj pre prevádzkovateľov.
Prelávanie potrebných príslušenstiev: Okrem dna sa na trubicu zvárajú aj ďalšie príslušenstvo, ako sú montážne konzoly, porty na vstup a výstup z hydraulickej tekutiny a senzory. Tieto komponenty musia byť umiestnené a pripojené s veľkou presnosťou, aby sa zabezpečilo správne zarovnanie a funkčnosť v konečnej zostave.
Pri utesnenom tele valca: proces zvárania sa starostlivo vykonáva, aby sa zaručilo, že telo valca je úplne utesnené. Toto tesnenie je rozhodujúce pre účinnú prevádzku valca, pretože akýkoľvek únik hydraulickej tekutiny môže viesť k strate energie a účinnosti. Techniky, ako je zváranie TIG (volfrámový inertný plyn), sa bežne používajú, pretože poskytujú silné a presné zvary vhodné pre vysokotlakové aplikácie.
7.

Fáza leštenia vo výrobe hydraulického valca je kľúčovým procesom, ktorý nasleduje zváranie, ktorého cieľom je zvýšiť estetickú príťažlivosť a funkčnú kvalitu komponentov.
Estitujte hladkú povrchovú úpravu: leštenie sa primárne vykonáva na vyhladenie vonkajších povrchov komponentov hydraulického valca, najmä tie, ktoré boli zvárané. Tento proces spočíva v použití brúsivov na odstránenie akýchkoľvek zvarových postriekaní, oxidačných vrstiev a povrchových nedokonalostí. Cieľom je dosiahnuť rovnomerný a hladký povrch, ktorý nielenže vyzerá profesionálne, ale tiež minimalizuje riziko korózie a únavy materiálu.
Vykonanie ďalšieho ošetrenia: V niektorých prípadoch leštenie slúži ako prípravný krok pre ďalšie povrchové ošetrenia, ako je maľovanie, povlaky alebo pokovovanie. Hladký a čistý povrch zaisťuje lepšiu adhéziu a účinnosť týchto ošetrení.
8. inštalovať
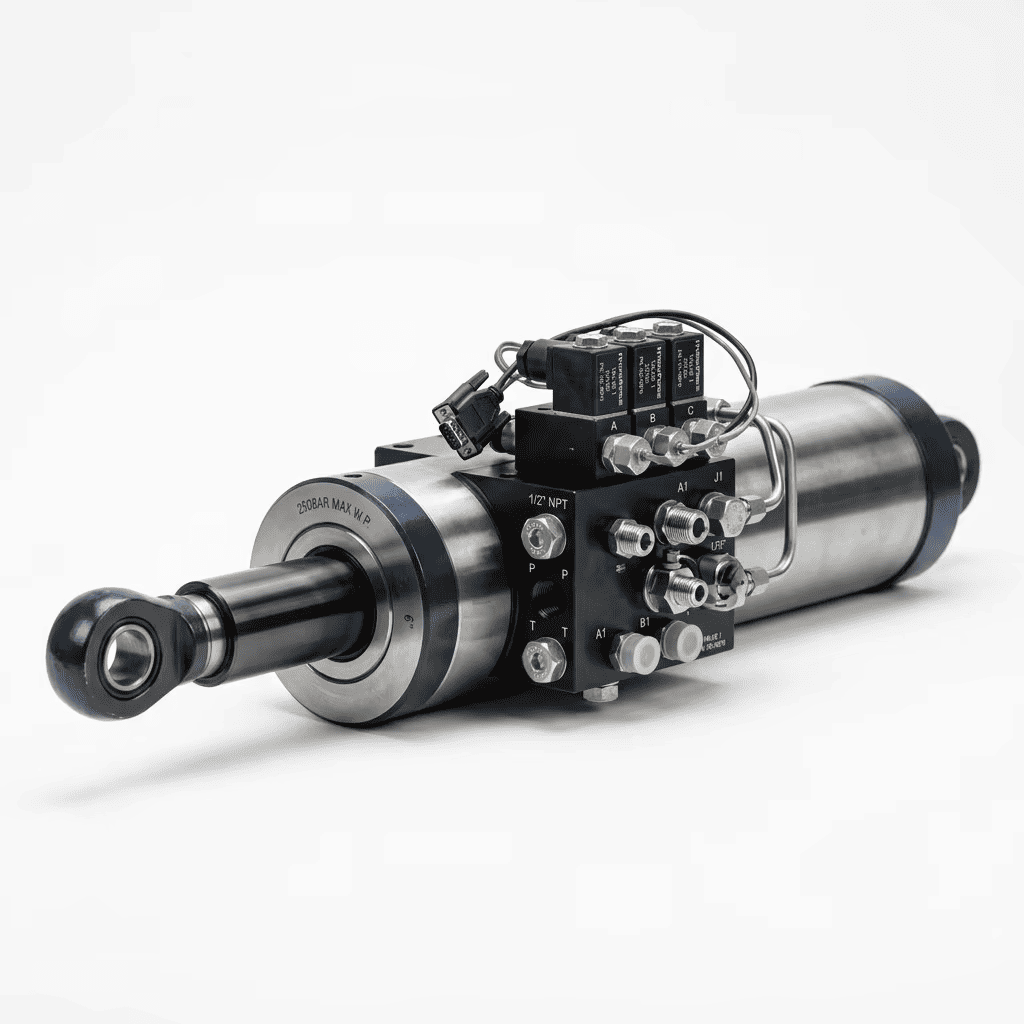
Fáza inštalácie alebo zostavy vo výrobe hydraulického valca je miestom, kde sa rôzne opracované a upravené komponenty spájajú, aby sa vytvorila kompletná jednotka.
Komponenty jadra: proces montáže zahŕňa zostavenie hlavných komponentov hydraulického valca: piest, piest, tesnenie a telo valca (trubica). Každý komponent musí byť starostlivo nainštalovaný v správnom poradí a orientácii. Piest je zvyčajne pripevnený k piestovej tyči a táto zostava sa potom vloží do tela valca.
Inštalovanie tesnení a tesnení: tesnenia a tesnenia sú rozhodujúce pre udržanie hydraulickej integrity valca. Zabránia úniku hydraulickej kvapaliny a zabezpečujú, aby valcový priemysel generoval a odolával požadovanému tlaku. Inštalácia týchto tesnení vyžaduje presnosť, aby sa predišlo poškodeniu a aby sa zabezpečilo, že sú správne sediace.
Pripojené externé komponenty: Po dokončení vnútornej zostavy sú pripevnené externé komponenty, ako sú koncové uzávery, montážne držiaky a porty pre hydraulické pripojenia. Tieto komponenty sú často priskrutkované alebo privarené k telu valca a ich bezpečné pripojenie je nevyhnutné pre celkovú funkčnosť a bezpečnosť valca.
9.
Fáza maľovania vo výrobe hydraulického valca je posledným krokom, ktorý do hotového produktu dodáva estetickú hodnotu a ochrannú funkčnosť.
Zvýšenie estetickej príťažlivosti: Maľba poskytuje hydraulickému vaku leštený profesionálny vzhľad, ktorý môže byť rozhodujúci pre spokojnosť zákazníkov a vnímanie značky. Dobre dokončený produkt často signalizuje vysoko kvalitnú a maľovanie umožňuje prispôsobenie farbami spoločnosti alebo dizajnérskych schém, čím sa vylepšuje príťažlivosť trhu v oblasti produktu.
Protektívna vrstva proti environmentálnym prvkom: farba slúži ako bariéra proti environmentálnym faktorom, ako je vlhkosť, prach, chemikálie a UV žiarenie. Táto ochrana je obzvlášť dôležitá pre valce používané vo vonkajších prostrediach alebo v tvrdom priemyselnom prostredí. Chránením pred koróziou a opotrebením farba predlžuje životnosť hydraulického valca, čím sa zabezpečuje, že zostáva funkčná a v priebehu času si zachováva svoju integritu.
Proces uplatnenia: Pred maľbou sa povrch valca zvyčajne vopred ošetrí, aby sa odstránili oleje, prach alebo iné kontaminanty. Tento prípravok môže zahŕňať odmasťovanie, pieskovanie alebo nanášanie základného náteru. Výber metódy farby a aplikácie (postrek, ponorenie atď.) Závisí od materiálu valca, jeho zamýšľaného použitia a prostredia, v ktorom bude fungovať.
Drhing a vytvrdzovanie: Po nanesení farby prechádza valec procesom sušenia a vytvrdzovania. V závislosti od typu farby by to mohlo zahŕňať použitie rúry alebo tepelnej lampy na urýchlenie vytvrdzovania alebo jej prirodzené vyschnutie v dobre vetrannej oblasti.
V tomto komplexnom sprievodcovi sme preskúmali zložitý svet výroby hydraulického valca a odhaľovali každú kritickú fázu výrobného procesu. Hydraulické valce zohrávajú dôležitú úlohu v širokej škále odvetví a porozumenie ich výrobnému procesu je nevyhnutné pre každého zákazníka.