

Menovitý tlak hydraulického valca nie je nastavený svojvoľne. Je komplexne vypočítaná na základe medze klzu materiálu valca, štruktúry hrúbky steny a medze ložiska tesnení. Menovitý tlak štandardných všeobecných modelov má ako základnú konštrukčnú hodnotu 16MPa.
Tento parameter sa zhoduje s limitom bezpečného uloženia sudov valcov z uhlíkovej ocele, štandardných polyuretánových tesnení a konvenčných vodiacich štruktúr a slúži tiež ako najbežnejší výberový štandard pre hydraulické systémy stavebných strojov a prívesov. V skutočnej prevádzke je dovolené, aby okamžitý nárazový tlak krátko prekročil menovitý tlak, zatiaľ čo dlhodobý nepretržitý pracovný tlak by nemal prekročiť 85% menovitej hodnoty. Toto je základný princíp konštrukcie, aby sa zabránilo vnútornému úniku, zrýchlenému starnutiu tesnenia a deformácii valca.
Pri dlhodobom nadhodnotenom tlaku spôsobí vnútorná stena valca miernu elastickú deformáciu a zhodná medzera medzi vodiacou objímkou a piestnou tyčou sa posunie, čím sa poškodí pôvodná presná tolerancia 0,02–0,03 mm.
So zväčšenou medzerou sa zintenzívňuje bočný tok hydraulického oleja a piestny krúžok nesie nerovnomernú silu, čo vedie k postupnému čiastočnému opotrebovaniu. V neskoršom štádiu sa vyskytnú bežné poruchy ako vnútorná netesnosť, nedostatočná zdvíhacia sila a rýchle usadenie nákladu, ktoré sú tiež hlavnými príčinami častých hydraulických porúch na zariadeniach na mieste.
Okolitá teplota 20 ℃ – 30 ℃ je optimálny rozsah prispôsobenia pre návrh materiálu tesnenia. Tesnenia z polyuretánu a nitrilovej gumy si zachovávajú štandardné hodnoty tvrdosti, elastickej kompresie a odolnosti voči olejom.
Za týchto podmienok sa tesniaci okraj rovnomerne zhoduje so stenou valca a udržuje konštantné predpätie, pričom dlhodobo udržuje stabilný výkon olejového tesnenia bez abnormálneho opotrebovania a deformácie.
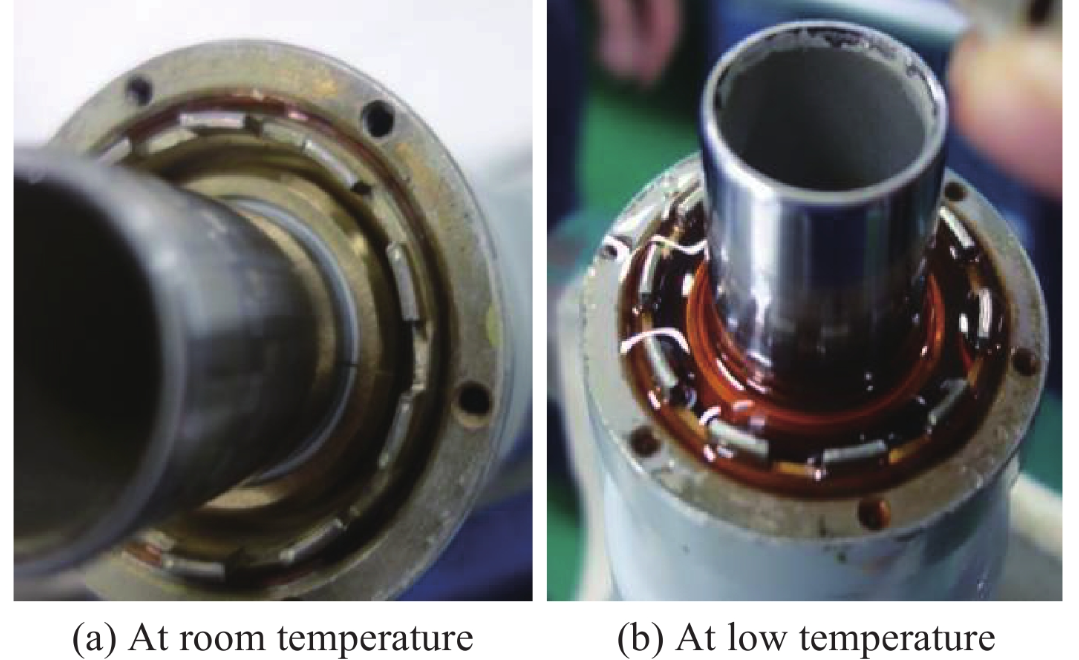
Keď teplota klesne pod -15 ℃, molekulárna aktivita tesniacich materiálov klesá s vyššou tvrdosťou a nižšou húževnatosťou. Flexibilita lícovania tesniaceho britu je slabá a nedokáže adaptívne kompenzovať malé medzery, čo je hlavnou príčinou netesností pri nízkej teplote.
Dlhodobá prevádzka nad 40 °C urýchli oxidáciu hydraulického oleja a vytvorí koloidné nečistoty. Medzitým tesnenia starnú a tvrdnú rýchlejšie so zníženou elasticitou, čo spôsobuje postupné nepretržité mierne presakovanie a ovplyvňuje celkovú prevádzkovú stabilitu.
Tvrdé chrómovanie na piestnych tyčiach je štandardný priemyselný ochranný proces. Pri formálnych masovo vyrábaných výrobkoch je hrúbka pokovovania prísne kontrolovaná v rozmedzí 0,08 mm – 0,12 mm.
Príliš tenké pokovovanie neposkytuje primeranú odolnosť proti treniu piesku a korózii, čo má za následok škrabance a hrdzavé škvrny v krátkom čase pri vonkajších pracovných podmienkach. Príliš hrubé pokovovanie zvýši vnútorné povrchové napätie a spôsobí odlupovanie, poškodzuje hladkosť povrchu a urýchľuje opotrebovanie tesnenia.

Drsnosť povrchu hotových piestnych tyčí je riadená na Ra0,2–Ra0,4μm. Táto presnosť spĺňa požiadavky teleskopického pohybu s nízkym trením a zabraňuje poškriabaniu tesniaceho okraja spôsobeného mikrootrepami na povrchu.
Príliš vysoká drsnosť bude neustále opotrebovávať tesnenie mikroskopickými výčnelkami; zatiaľ čo príliš hladký povrch znižuje kapacitu skladovania oleja a sťažuje vytváranie stabilného olejového filmu, čím sa zvyšuje riziko suchého trenia a skracuje sa životnosť tesniacich komponentov.
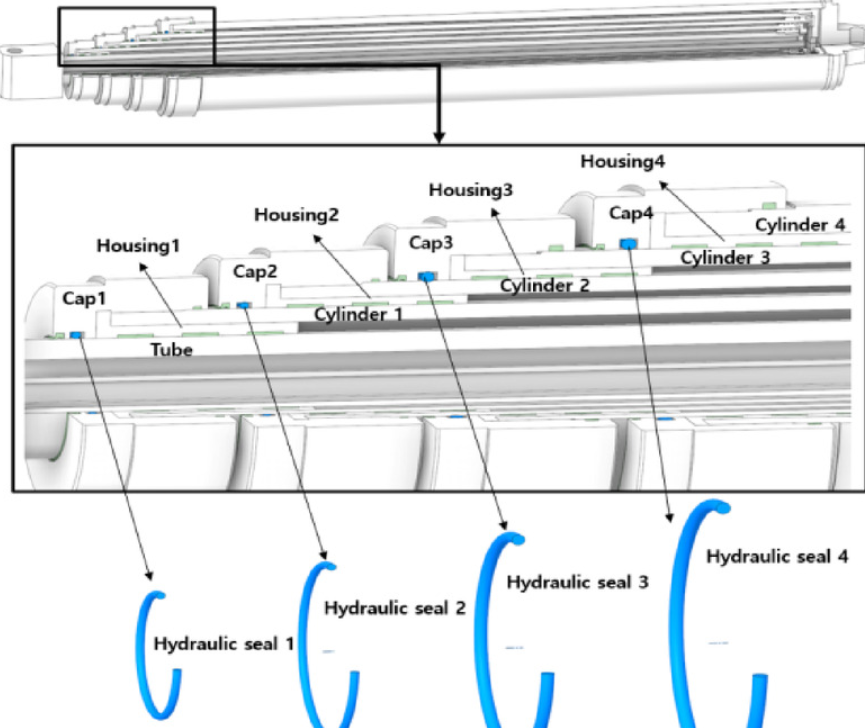
Viacstupňové hydraulické valce majú inherentné štrukturálne rozdiely v zdvihu, efektívnej akčnej ploche a priemere olejového kanála každého stupňa. Modely bez synchrónneho optimalizačného dizajnu budú produkovať odchýlku polohy počas teleskopickej prevádzky s plným zdvihom.
Koaxiálnosť obrábania, vôľa vodiaceho puzdra a distribúcia prietoku oleja sú tri hlavné faktory procesu určujúce presnosť synchronizácie viacstupňových valcov.
Vstavané štruktúry škrtiacej klapky na oboch koncochhydraulické valceznížte prietok hydraulického oleja na konci zdvihu prostredníctvom tlmiaceho účinku škrtiacich otvorov, čím sa zabráni tuhým nárazom medzi piestom a koncovým krytom.
Rozumná konštrukcia nárazníka oslabuje náraz štart-stop, znižuje celkové vibrácie zariadenia a znižuje únavové poškodenie zvarových švov a montážnych konzol. Je obzvlášť vhodný pre vysokofrekvenčné scenáre štart-stop, ako sú zdvíhacie zariadenia namontované na vozidle, prístavné stroje a poľnohospodárske ťažké zariadenia.
V priemyselnom štandarde presnej montáže je montážna vôľa medzi vodiacou objímkou a piestnou tyčou stabilne kontrolovaná na 0,02 mm – 0,03 mm.
Príliš malá vôľa spôsobí zaseknutie a neplynulý teleskopický pohyb v dôsledku tepelnej rozťažnosti, keď teplota stúpa; nadmerná vôľa zvyšuje radiálne chvenie piestnej tyče, čo vedie k sústredenému excentrickému zaťaženiu a jednostrannému opotrebovaniu, čím sa skracuje celkový cyklus údržby.
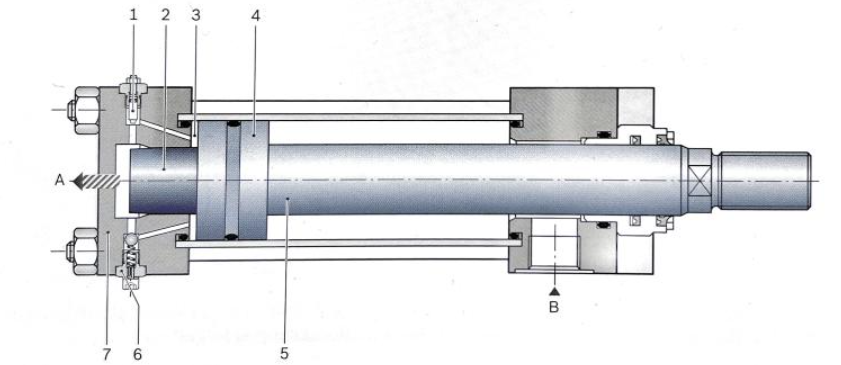
Súososť montáže valca, koncového krytu, vodiaceho puzdra a piestnice je kľúčovým kontrolným bodom pri výrobe a montáži.
Hydraulické valce s nadmernou odchýlkou súososti pracujú dlhú dobu pod excentrickou silou, čo výrazne zvyšuje pravdepodobnosť jednostranného opotrebovania tesnenia a lokálneho poškriabania steny valca. Je to tiež dôležitý technický dôvod pre zjavné rozdiely v životnosti medzi produktmi rovnakej špecifikácie.



